
Die meisten Menschen gehen davon aus, dass für die Metallbeschichtung elektrischer Strom benötigt wird. Man hängt das Werkstück ins Bad, schaltet den Gleichrichter ein und lässt die Ionen die Arbeit erledigen. So funktioniert die Galvanisierung seit dem 19. Jahrhundert, und für viele Bauteile in der Energie-, Elektronik- und Maschinenbauindustrie ist sie nach wie vor die beste Methode.
Doch einige der anspruchsvollsten Beschichtungsaufgaben der Branche werden ohne Strom gelöst. Keine Gleichrichter, keine Anoden, kein elektrisches Feld. Nur Chemie.
Es handelt sich um ein chemisches Beschichtungsverfahren, und bei Chem-Tec Plating basiert unsere Produktion seit 1986 darauf. Zu Beginn unserer Tätigkeit nutzten wir eine unserer beiden ursprünglichen Produktionslinien für die chemische Vernickelung von Maschinenteilen. Vierzig Jahre später löst dieses Verfahren immer noch zahlreiche Aufgaben.
Das Problem mit der Elektrizität
Die Galvanisierung hat eine physikalische Grenze, die durch keine Prozesskontrolle beseitigt werden kann: Das elektrische Feld ist nie vollkommen gleichmäßig.
Der Strom konzentriert sich an Kanten, Ecken und Spitzen. In Vertiefungen, Bohrungen und Hohlräumen schwächt er sich ab. Das Ergebnis ist eine Beschichtung, die dort am dicksten ist, wo die Geometrie hervorsteht, und am dünnsten, wo sie verborgen ist. Auf einer flachen Platte spielt das kaum eine Rolle. Bei einem Hydraulikventil mit internen Kanälen, einem Gewindeanschluss oder einem Pumpengehäuse mit tiefen Bohrungen hingegen ist es von großer Bedeutung. Dies sind alltägliche Herausforderungen für Konstrukteure in Bereichen wie Hydraulik, Energietechnik, Feinmechanik und Medizintechnik: Die Oberflächen, die am meisten Schutz benötigen, sind oft genau diejenigen, die der Strom am schwersten erreicht.
Dies stellt den Konstrukteur vor ein Dilemma: Entweder die Geometrie vereinfachen, um sie dem Beschichtungsprozess anzupassen, oder einen ungleichmäßigen Schutz in Kauf nehmen und dies durch dickere Schichten, strengere Kontrollen und kürzere Wartungsintervalle ausgleichen.
Es gibt eine dritte Möglichkeit.
Entferne die Leistung aus der Gleichung
Chemisch abgeschiedenes Nickel ist eine Nickel-Phosphor-Legierung, die durch eine rein chemische Reaktion abgeschieden wird. Das Werkstück wird in eine Lösung aus Nickelionen und einem Reduktionsmittel getaucht, und die Beschichtung bildet sich auf allen Oberflächen, die mit der Flüssigkeit in Berührung kommen. Ohne elektrisches Feld treten keine Feldverzerrungen auf.
Das Ergebnis ist eine vollkommen gleichmäßige Schicht, egal ob es sich um eine Außenkante, den Boden eines Schachtes oder die Innenseite eines Rohres handelt. Wenn die Lösung die Oberfläche erreicht, bedeckt die Beschichtung diese und zwar überall in der gleichen Dicke.
Innenflächen erhalten denselben Schutz wie Außenflächen. Komplexe Geometrien stellen kein Beschichtungsproblem mehr dar. Toleranzen können zuverlässig spezifiziert werden, da eine 15 µm dicke Beschichtung über die gesamte Bauteildicke 15 µm beträgt und nicht nur einen Mittelwert aus 8 und 22 µm darstellt.
Phosphor ist der Dreh- und Angelpunkt, nicht nur ein Detail.
Was viele Käufer übersehen: Chemisch abgeschiedenes Nickel ist nicht eine einzige Beschichtung. Es handelt sich um eine Familie von Beschichtungen, und der Phosphorgehalt ist der Stellhebel, mit dem Sie die gewünschten Eigenschaften erzielen.
Bei Chem-Tec Plating decken wir das gesamte Spektrum ab:
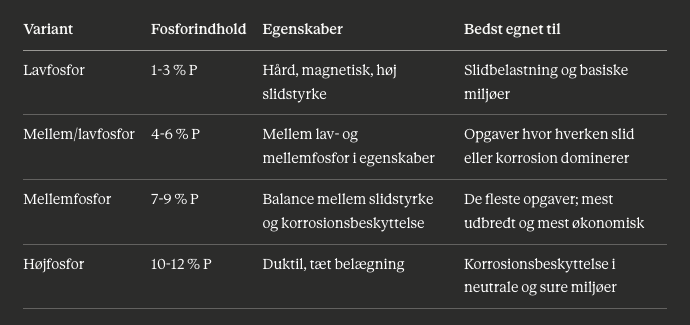
Im Zweifelsfall empfiehlt sich mittelphosphorhaltiges Blei. Es ist der Standard und aus gutem Grund am weitesten verbreitet: Für die meisten Bauteile bietet es genau das richtige Verhältnis zwischen Verschleiß und Korrosion. Die Varianten an den Extremen der Skala eignen sich für Anwendungen, bei denen die Umgebungsbedingungen oder die Belastung stark in eine bestimmte Richtung wirken.
Die Härte variiert je nach Variante zwischen ca. 475 und 800 Vickers und kann durch Wärmebehandlung weiter erhöht werden. Die typische Schichtdicke liegt zwischen 5 und 25 µm. Im Gegensatz zu Zink wirkt chemisches Nickel nicht als Opfermetall; der Schutz beruht auf der Dichte der Schicht selbst. Daher ist bei raueren Umgebungsbedingungen eine größere Schichtdicke erforderlich.
Die Beschichtung eignet sich für Stahl, Eisen, Gusseisen, Kupfer, Messing, Aluminium, Edelstahl und Sinterteile. Sie lässt sich gut mit anderen Behandlungen kombinieren: Gold oder Silber für optimale Kontakteigenschaften, Zinn für bessere Lötbarkeit.
Bei der Wahl zwischen den Varianten ist ein Gespräch mit einem Oberflächenspezialisten ratsam. Die richtige Antwort hängt davon ab, ob das Bauteil Salzwasser oder alkalischen Reinigungsmitteln ausgesetzt ist, ob es an einer anderen Oberfläche entlanggleitet und welche Kosten ein Fehler tatsächlich verursachen kann.
Wenn Schmierung nicht möglich ist: Nickel mit integriertem PTFE
Manche Bauteile lassen sich nicht schmieren. Präzisionsmaschinenteile, bei denen Öl und Fett mehr schaden als nutzen. Schweißbacken, die Temperaturen ausgesetzt sind, die ein Schmierstoff nicht übersteht.
Für diese Anwendungen bieten wir chemisches Nickel/PTFE an: eine Nickel-Phosphor-Legierung (9–12 % % Phosphor) mit bis zu 20 direkt in die Beschichtung eingebetteten % PTFE-Partikeln. Das PTFE verleiht der Oberfläche einen permanenten Gleiteffekt und geringe Reibung, während die Nickelmatrix einen Großteil ihrer Härte beibehält. Das Schmiermittel ist im Metall eingebettet und kann daher nicht auslaufen, austrocknen oder abgewaschen werden.
Der typische Schichtaufbau besteht aus 3–7 µm chemischem Nickel/PTFE auf einer 5–20 µm starken Schicht aus chemischem Nickel mit einer matten Oberfläche in einem hellen bis dunklen Anthrazitgrau. Wir verwenden diese Beschichtung für Armaturen, Ventile, Hydraulikkomponenten, Getriebe- und Pumpenteile sowie Verschleißteile aus Stahl, Edelstahl, Kupfer, Messing und Aluminium. Bei Bedarf kann die Härte durch eine Wärmebehandlung weiter erhöht werden.
Schwarzes chemisches Nickel: Funktion zuerst, Aussehen folgt
Das dritte Familienmitglied löst ein anderes Problem: Licht.
Optische Gehäuse, Sensorkomponenten und Instrumententeile erfordern häufig reflexionsarme Oberflächen. Schwarzes stromlos abgeschiedenes Nickel bietet eine schwarze, seidenmatte Oberfläche mit geringer Lichtreflexion und deckt aufgrund des chemischen Verfahrens Innenflächen und komplexe Geometrien ebenso gleichmäßig ab wie die Grundierung.
Es wird stets in Kombination mit chemischem Nickel angewendet, und die beiden Schichten zusammen erzielen einen starken Korrosionsschutz. Die Behandlung eignet sich für nahezu alle Metalle, sowohl für Schrauben und Muttern als auch für Dekorationsgegenstände, und ist eine praktische Alternative zu Schwarzchrom. Das Prinzip ist dasselbe wie bei den anderen Produkten dieser Produktfamilie: Die Chemie sorgt für den Erfolg, und die Geometrie spielt keine Rolle mehr.
Von einem Prototyp zu einer Million Artikeln
Die Kapazität auf dem Papier ist wenig wert, wenn die Produktion sie nicht liefern kann. Unser Werk in Uldum verarbeitet standardmäßig Artikel bis zu einer Größe von 550 x 250 x 550 mm (größere Artikel nach Absprache). Die Verarbeitung erfolgt je nach Artikel auf einem Hänger oder in einer Trommel. Die Seriengröße ist flexibel: Unsere Linien sind für die Produktion von Einzelstücken bis hin zu Millionen von Artikeln ausgelegt.
Diese Zeitspanne ist bedeutsamer, als es zunächst scheinen mag. Sie bedeutet, dass der Prototyp, den Sie uns diesen Monat zusenden, und die Serienproduktion, die Sie nächstes Jahr bestellen, dieselben Prozesse mit denselben Spezifikationen vom selben Lieferanten durchlaufen, sodass bei steigenden Stückzahlen keine erneute Qualifizierung erforderlich ist.
Diese Kontinuität haben wir über lange Zeit aufgebaut. Unser erster festangestellter Mitarbeiter wurde 1989 eingestellt und arbeitet noch immer hier. In einer Branche, in der Prozesswissen in den Mitarbeitern verankert ist, ist es wertvoller als jedes Zertifikat an der Wand.
Was Sie zum Vorstellungsgespräch mitbringen sollten
Wenn Sie eine chemische Oberflächenbehandlung für ein Bauteil in Erwägung ziehen, bringen Sie drei Fragen schon weit:
Erstens: Wie ist die Umgebung beschaffen? Saure, neutrale oder basische Einflüsse deuten auf unterschiedliche Phosphorkonzentrationen hin. Zweitens: Wodurch verschleißt das Bauteil – durch Korrosion, Reibung oder beides? Dies entscheidet darüber, ob eine herkömmliche chemische Nickelbeschichtung, eine PTFE-Variante oder eine Kombinationsbeschichtung am besten geeignet ist. Und schließlich: Wo befinden sich die kritischen Oberflächen? Sind sie innenliegend oder geometrisch komplex, ist eine chemische Beschichtung wahrscheinlich die bessere Lösung als galvanische Alternativen.
Sie müssen nicht mit einer fertigen Spezifikation erscheinen. Beratung ist eine unserer Kernaufgaben, und wir sehen lieber frühzeitig eine Zeichnung als später ein Problem.
Sprechen Sie mit uns über Ihre Komponenten
Chem-Tec Plating A/S arbeitet seit unserer ersten Produktionslinie im Jahr 1986 mit chemischem Nickel. Heute steht diese Behandlung neben 13 anderen Oberflächenbehandlungen, und das bedeutet, dass wir Ihnen das Verfahren empfehlen, das zu Ihrem Bauteil passt, und nicht das, das wir zufällig verkaufen.
Senden Sie uns eine Zeichnung oder eine Beschreibung Ihrer Anwendung, und wir helfen Ihnen, die Beschichtung zu finden, die Ihren Anforderungen entspricht.
Schreiben Sie an: info@chemtec.dk
Anruf: +45 75 67 92 92