
De fleste går ud fra, at metalbelægning kræver elektrisk strøm. Hæng emnet i badet, tænd for ensretteren, og lad ionerne gøre arbejdet. Sådan har galvanisk overfladebehandling fungeret siden 1800-tallet, og for mange komponenter i energi-, elektronik- og maskinindustrien er det stadig den bedste metode.
Men nogle af industriens mest krævende belægningsopgaver løses uden strøm. Ingen ensretter, ingen anoder, intet elektrisk felt. Kun kemi.
Det kaldes kemisk overfladebehandling, og hos Chem-Tec Plating har vi bygget vores produktion op omkring den siden 1986. Da vi startede, kørte den ene af vores to oprindelige produktionslinjer kemisk nikkel til maskinkomponenter. Fyrre år senere løser processen stadig talrige opgaver.
Problemet med elektricitet
Galvanisk belægning har en fysisk begrænsning, som ingen processtyring kan fjerne: Det elektriske felt er aldrig helt jævnt.
Strømmen koncentrerer sig ved kanter, hjørner og spidser. Den svækkes i fordybninger, boringer og indvendige hulrum. Resultatet er en belægning, der er tykkest, hvor geometrien stikker ud, og tyndest, hvor den gemmer sig. På en flad plade betyder det næsten ingenting. På en hydraulikventil med indvendige kanaler, en gevindfitting eller et pumpehus med dybe boringer betyder det rigtig meget. Det er hverdagsudfordringer for konstruktører i alt fra hydraulik og energiudstyr til finmekanik og medicoudstyr: De flader, der har mest brug for beskyttelse, er ofte netop dem, strømmen har sværest ved at nå.
Det stiller konstruktøren i et dilemma. Enten forenkler man geometrien, så den passer til belægningsprocessen, eller også accepterer man ujævn beskyttelse og kompenserer med tykkere lag, skrappere kontrol og kortere serviceintervaller.
Der findes en tredje mulighed.
Tag strømmen ud af ligningen
Kemisk nikkel er en nikkel-fosfor-legering, der udfældes gennem en ren kemisk reaktion. Emnet sænkes ned i en opløsning med nikkelioner og et reduktionsmiddel, og belægningen dannes på alle de flader, væsken rører. Når der ikke er et elektrisk felt, optræder ingen feltforvrængning.
Resultatet er et fuldstændig ensartet lag, uanset om fladen er en udvendig kant, bunden af et bundhul eller indersiden af et rør. Kan opløsningen nå fladen, dækker belægningen den, og i samme tykkelse over det hele.
Indvendige flader får samme beskyttelse som udvendige. Kompleks geometri holder op med at være et belægningsproblem. Tolerancer kan specificeres med ro i maven, for en belægning på 15 µm er 15 µm over hele komponenten, ikke et gennemsnit af 8 og 22.
Fosfor er drejeknappen, ikke en detalje
Her er det, mange indkøbere overser: Kemisk nikkel er ikke én belægning. Det er en familie af belægninger, og fosforindholdet er den knap, man drejer på for at få de egenskaber, man skal bruge.
Hos Chem-Tec Plating kører vi hele spektret:
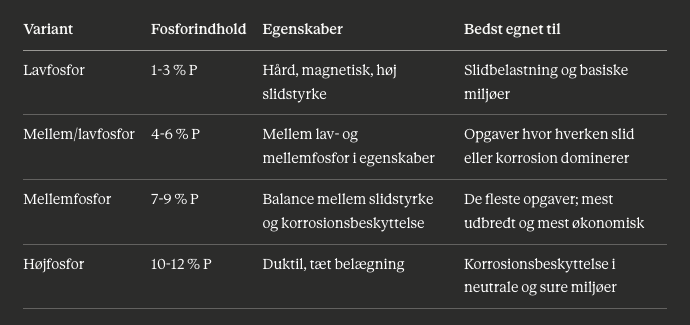
Er du i tvivl, så start med mellemfosfor. Det er arbejdshesten, og der er en grund til, at den er den mest udbredte: For de fleste komponenter er kompromiset mellem slid og korrosion præcis det, opgaven kræver. Varianterne i hver ende af skalaen er til de opgaver, hvor miljøet eller belastningen trækker hårdt i én bestemt retning.
Hårdheden ligger fra cirka 475 til 800 Vickers afhængigt af varianten, og varmebehandling kan presse den længere op. Typisk lagtykkelse er mellem 5 og 25 µm. I modsætning til zink beskytter kemisk nikkel ikke som offermetal; beskyttelsen ligger i selve lagets tæthed, så jo hårdere miljø, desto tykkere specifikation.
Belægningen kan lægges på stål, jern, støbejern, kobber, messing, aluminium, rustfrit stål og sintrede emner. Og den spiller godt sammen med andre behandlinger: guld eller sølv ovenpå for gode kontaktegenskaber, tin for loddebarhed.
Valget mellem varianterne er der, hvor en samtale med en overfladespecialist tjener sig hjem. Det rigtige svar afhænger af, om komponenten lever i saltvand eller kaustisk rengøring, om den glider mod en anden flade, og hvad en fejl reelt koster jer.
Når man ikke kan smøre: nikkel med PTFE indbygget
Nogle komponenter kan ikke smøres. Finmekaniske dele, hvor olie og fedt gør mere skade end gavn. Svejsebakker, der kører ved temperaturer, et smøremiddel ikke overlever.
Til de opgaver tilbyder vi kemisk nikkel/PTFE: en nikkel-fosfor-legering (9-12 % fosfor) med op til 20 % PTFE-partikler indlejret direkte i belægningen. PTFE giver overfladen en permanent slip-effekt og lav friktion, mens nikkelmatricen bevarer det meste af sin hårdhed. Smøringen sidder i metallet, så den kan ikke lække, tørre ud eller blive vasket væk.
Den typiske opbygning er 3-7 µm kemisk nikkel/PTFE oven på 5-20 µm kemisk nikkel, med en mat finish i lys til mørk koksgrå. Vi lægger den på fittings, ventiler, hydraulikkomponenter, transmissions- og pumpedele samt sliddele i stål, rustfrit stål, kobber, messing og aluminium. Varmebehandling kan hæve hårdheden yderligere, hvis opgaven kræver det.
Sort kemisk nikkel: funktion først, udseendet følger med
Det tredje medlem af familien løser et andet problem: lys.
Optikhuse, sensorkomponenter og instrumentdele har ofte brug for overflader, der ikke reflekterer. Sort kemisk nikkel giver en sort, halvblank finish med svag lysrefleksion, og fordi processen er kemisk, dækker den indvendige flader og vanskelig geometri lige så jævnt som grundbehandlingen.
Den lægges altid i kombination med kemisk nikkel, og tilsammen opnår de to lag en stærk korrosionsbeskyttelse. Behandlingen fungerer på stort set alle metaller, egner sig til skruer og møtrikker såvel som dekorative emner og er et praktisk alternativ til sort krom. Samme logik som resten af familien: Kemien gør arbejdet, og geometrien holder op med at være en forhindring.
Fra én prototype til en million emner
Kapacitet på papir betyder ikke meget, hvis produktionen ikke kan levere den. Vores anlæg i Uldum håndterer emner op til 550 x 250 x 550 mm som standard (større emner efter aftale), behandlet på ophæng eller i tromle afhængigt af emnet. Seriestørrelsen er reelt åben: Vores linjer er bygget til at køre alt fra ét enkelt emne til millioner.
Det spænd betyder mere, end det måske lyder. Det betyder, at prototypen, I sender os i denne måned, og produktionsserien, I bestiller næste år, går gennem de samme processer, med de samme specifikationer, fra den samme leverandør, så intet skal rekvalificeres, når volumen vokser.
Den slags kontinuitet har vi bygget på længe. Vores første fuldtidsmedarbejder blev ansat i 1989 og arbejder her stadig. I en branche, hvor procesviden bor i mennesker, er det mere værd end noget certifikat på væggen.
Hvad I skal have med til samtalen med os
Overvejer I kemisk overfladebehandling til en komponent, bringer tre spørgsmål jer det meste af vejen:
Først: Hvordan ser miljøet ud? Sur, neutral eller basisk påvirkning peger mod forskellige fosforniveauer. Dernæst: Hvad slider emnet op, korrosion, friktion eller begge dele? Det afgør, om standard kemisk nikkel, en PTFE-variant eller en kombinationsbelægning passer bedst. Og til sidst: Hvor sidder de kritiske flader? Er de indvendige eller geometrisk komplekse, er kemisk belægning med stor sandsynlighed svaret frem for galvaniske alternativer.
I behøver ikke møde op med en færdig specifikation. Rådgivning er en kerneopgave for os, og vi vil hellere se en tegning tidligt end et problem sent.
Tal med os om jeres komponenter
Chem-Tec Plating A/S har arbejdet med kemisk nikkel siden vores første produktionslinje i 1986. I dag står behandlingen side om side med 13 andre overfladebehandlinger, og det betyder, at vi anbefaler den proces, der passer til jeres komponent, ikke den, vi tilfældigvis sælger.
Send os en tegning eller en beskrivelse af jeres anvendelse, så hjælper vi jer med at finde den belægning, der matcher jeres krav.
Skriv til: info@chemtec.dk
Ring på: +45 75 67 92 92